...we have been successfully implementing the automation
of technological processes, robotization and digitalization in industry for 23 years


PROJECTS

7.1.2025Re-engineerig and modernization of the service platform

5.10.2024Palletizing using KUKA robots and final processing of aluminum profiles.
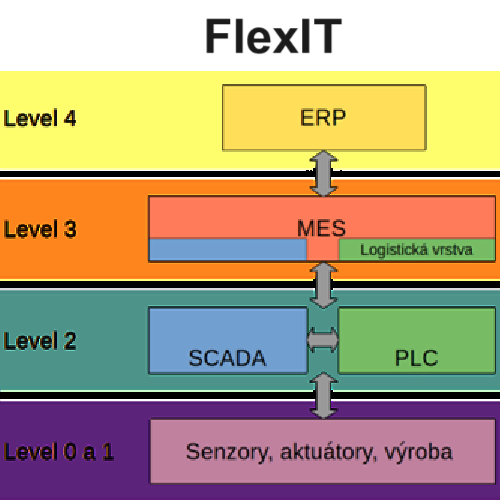
5.10.2024FlexIT – Your Flexible MES Platform

20.6.2024Painting line for acoustic ceiling and wall panels
19.6.2024Rubber Mixture Mixer at Hexpol
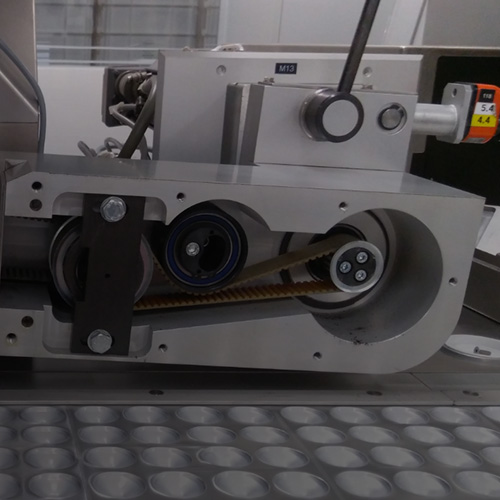
30.11.2020Redevelopment of Blister Machine in Teva
We support
We are pleased to financially contribute toward the operation of the winning floorball club 1.SC Vítkovice and to the publishing of preventive educational brochures in IV- Nakladatelství s.r.o., through which the Czech Red Cross spreads awareness in the field of first aid.

