Redevelopment of Blister Machine in Teva
The replacement of the blister machine control system in Teva Czech Industries, s.r.o.
Project – PLC software – Setting of Electric Drives – Installation – Commissioning
The original control system of the blister machine has been replaced with Siemens PLC S7-1500TF. The frequency converters Siemens, series G120 a S120, have been replaced, as well. The synchronous motion is provided by means of the technological functions of PLC S7-1500TF. The communication between the PLC and the converters is established by means of the industrial bus PROFINET and the settings in the isochronous mode to ensure the most precise possible synchronization of the actuators in time.
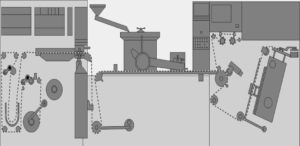
The blister machine unwinds a strip. Cavities (pockets) are molded into the unwound strip. The strip is first pushed forward through a mechanical cam, and then the cavities are molded into it. Behind the cavity molding, there is a loop pit compensating for the movement of the molding unit. Cavities are then filled. The cavity filling must be synchronized with the running strip. Only the cavities which have passed the quality test of the stripe and the cover foil can be filled. Behind the strip filling, there is an actuator of the heat-sealing roller, where the centered and printed cover foil is heat-sealed onto the strip filled with molded cavities. At the end of the line, there is a trimming unit, which moves the strip and then trims the final blister pack by means of the mechanical cam. Then it places the blister pack onto the discharge belt and/or discard it to the scrap, depending on the quality. This movement is compensated for with an upstream loop pit.
The actuators of the molding unit, the hot-sealed strip, centering and the trimming unit move in a synchronous manner and they are linked via an electronic transmission. The actuator of cavity filling is synchronized with the heat-sealing roller during the operation and it stops according to the quality conditions.